

Obiective
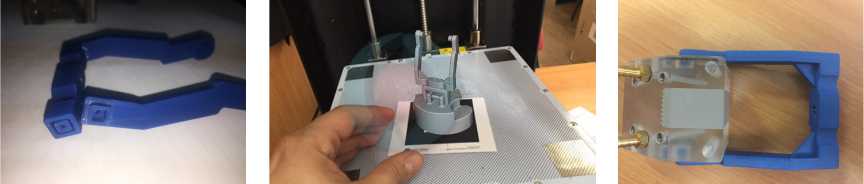
Agentul economic NAMICON TESTING SRL este un furnizor important de echipamente pentru controlul calitatii produselor industriale, atat pe piata din Romania, cat si pe piata din Uniunea Europeana (echipamente pentru control distructiv si nedistructiv al produselor prin diverse metode: ultrasunete, radiatii penetrante, fluoroscopie, termografie, lichide penetrante, pulberi magnetice, etc.). O particularitate deosebita o constituie un echipament de control nedistructiv cu ultrasunete care este echipat cu un palpator phased array pentru scanare liniara cu encoder [1]. Un astfel de dispozitiv se foloseste pentru maparea 2D [2] a ariei de interes (a suprafetei care se inspecteaza), de exemplu pentru detectarea eventualei coroziuni (a se vedea VersaMOUSETM de la Olympus http://www.olympus-ims.com/en/versamouse/). Namicon Testing SRL, pe langa comercializarea aparatelor importate de la Olympus, incearca comercializarea si a unei serii proprii de aparate numite BlueBeetle. Aceasta este echipat cu palpatorul phased array de la Olympus, roti magnetice si o furca cu doua axe de miscare care permite un contact perfect al traductorului cu suprafata de controlat si care poate fi folosit atat pentru controlul sudurilor, cat si pentru controlul coroziunii suprafetelor. Agentul economic a adus astfel o serie de imbunatatiri asupra modelului original prin reproiectarea partii mobile a echipamentului, extinzand aria de folosire a acestuia la mai multe aplicatii (nu doar pentru coroziune, ci si pentru controlul coardoanelor de sudura). Un al avantaj foarte important adus este reducerea de pret al echipamentului cu circa 30% (se importa doar palpatorul ultrasonic).

Exista insa si o serie de probleme asociate cu acest echipament, in special aceea a posibilitatii adaptarii echipamentului la diverse suprafete cu diverse caracteristici geometrice (tevi, conducte cu diametre diferite, suprafete plane sau suprafete cu geometrie neregulata). Aceasta presupune reproiectarea partii mobile a echipementului (furcii cu doua axe), a testarii acesteia in conditii normale de functionare, eliminarea erorilor de proiectare/fabricare si apoi realizarea efectiva a produsului final din aliaj de aluminiu. Acest proces introduce o serie de costuri suplimentare (de exemplu costuri asociate procesului iterativ de reproiectare, realizarea unui model prin aschiere/turnare, testarea modelului in conditii normale de functionare la client, remedierea eventualelor disfunctionalitati (proces iterativ), realizarea unor forme temporare pentru turnarea furcii finale si apoi realizarea piesei finite prin turnare in forme temporare). Timpul de realizare a produsului finit este de asemenea unul mare in comparatie cu metodele moderne de fabricatie (de exemplu fabricatie aditiva).
Proiectul isi propune realizarea unei tehnologii de fabricare integrata de tipul Fabrication laboratory (FabLab [4]). Aceasta ar conduce la reducerea seminificativa a costurilor de productie si a timpului de realizare a subansamblelor echipamentului descris anterior.
Obiectivul general al proiectului il constituie realizarea unui laborator de fabricatie aditiva (fablab – [5]) echipat cu tehnologii integrate de fabricatie a furcii echipamentului prezentat anterior in asa fel incat sa se asigure o reducere semnificativa a costurilor si a timpilor de productie, pentru a face acest produs competitiv pe piata si astfel sa creasca competitivitatea agentului economic.
Obiectivele specifice ale proiectului sunt:
- OS1. Realizarea unei tehnologii optime de proiectare a furcii pentru diverse tipuri de suprafete care urmeaza a fi controlate (obtinerea unui prototip virtual prin proiectare asistata de calculator, proiectare parametrica [6], sabloane de proiectare pentru diverse suprafete, etc.)
- OS2. Gasirea unei metode optime de testare in conditii reale a prototipului virtual proiectat la OS1 prin tehnologii de realitate augmentata (RA) (atat la agentul economic, cat si la clientul final al produsului) [7], [8]
OS3. Gasirea tehnologiei de fabricatie aditiva optima pentru conditiile de lucru de lucru ale echipamentului de control (printare 3D cu diverse materiale PLA, ABS, PETG,etc., astfel incat sa se asigura functionare si durabilitatea furcii in conditii reale de exploatare)
Hits: 7199