

Proiect PN-III-P2-2.1-CI-2018-1413 244CI/2018 Utilizarea recondiționării prin sudare în industria medicală
Program 2: Creșterea competitivității economiei românești prin cercetare, dezvoltare și inovare
Subprogramul 2.1. Competitivitate prin cercetare, dezvoltare si inovare – Cecuri de inovare
I. Rezultatele cecului de inovare
Rezumat
Proiectul „Utilizarea recondiționării prin sudare în industria medicală” a fost realizat cu scopul de a crește competitivitatea beneficiarului, care activează în domeniul distribuției echipamentelor și a consumabilelor pentru sudare precum și în domeniul realizării de produse sudate și al recondiționării prin sudare.
În cazul realizării protezelor printr-un proces clasic de fabricație sau printr-un proces de fabricație aditivă, există posibilitatea de apariție a unor neconformităţi, care pot să ducă la clasarea piesei drept rebut. În astfel de situaţii, materialul protezei trebuie să fie retopit şi supus unui nou proces de fabricare, fapt ce duce la creşterea costurilor legate de obţinerea protezelor în forma finală. O altă variantă fiabilă este utilizarea tehnologiile de recondiționare prin sudare pentru refacerea protezei. În astfel de cazuri costul recondiționării poate sa ajungă la o valoare de 10-15% din costul inițial al protezei.
Astfel, principalul obiectiv al proiectului a fost acela de a crește competitivitatea beneficiarului prin implementarea unor tehnologii de recondiționare prin sudare sau de modificare prin sudare a formei geometrice a unor proteze medicale deja existente, la un preț de cost redus în comparație cu procedeele de producție deja existente. Tehnologiile și procedurile de sudare realizate în cadrul proiectului pot fi aplicare și adaptate pentru diferite tipuri constructive de proteze dar și pentru diferite tipuri de materiale biocompatibile.
Obiectivele specifice ale proiectului au fost:
OS1. Identificarea principalelor tipuri de proteze care pot fi supuse procesului de personalizare prin aplicarea operațiilor de recondiționare;
OS2. Identificarea principalelor tipuri de materiale utilizate la realizarea protezelor medicale;
OS3. Realizarea unui post de recondiționare prin sudare la sediul beneficiarului și elaborarea unor proceduri instrucțiuni de lucru și a unor tehnologii de recondiționare prin sudare specifice principalelor tipuri de materiale utilizate la fabricarea protezelor medicale.
OS4. Instruirea personalului beneficiarului.
Pentru atingerea obiectivelor menţionate, în cadrul proiectului au fost prezentate și analizate o serie de proteze medicale recondiționate prin sudare.
Instruirea angajaților beneficiarului a fost realizată atât din punct de vedere teoretic cât și practic.
Instruirea teoretică a constat în:
- Prezentarea principalelor tipuri de proteze care pot fi supuse procesului de recondiționare prin sudare;
- Prezentarea principalelor tipuri de materiale utilizate la realizarea protezelor medicale;
- Aspecte teoretice privind sudabilitatea oțelurilor inoxidabile și a aliajelor de tip Co-Cr;
- Aspecte teoretice privind sudabilitatea titanului și a aliajelor de titan;
- Prezentarea unor soluții de recondiționare și/sau reparare prin sudare a unor proteze medicale;
Instruirea practică a constat în:
- Prezentarea echipamentelor necesare recondiționării și reparării prin sudare prin două procedee de sudare în mediu de gaz protector: Tungsten Inert Gas (TIG) și Gas Metal Arc Welding (GMAW – MIG/MAG);
- Adaptarea pistoletului pentru sudarea TIG în vederea posibilității sudării titanului și a aliajelor de titan;
- Realizarea de depuneri și a unor probe sudate pe materiale de tip oțel inoxidabil și aliaje de titan.
Cuprinsul raportului de cercetare:
- Identificarea principalelor tipuri de proteze care pot fi supuse procesului de personalizare prin aplicarea operațiilor de recondiționare;
- Identificarea principalelor tipuri de materiale utilizate la realizarea protezelor medicale;
- Realizarea unui post de recondiționare prin sudare la sediul beneficiarului și elaborarea unor proceduri instrucțiuni de lucru și a unor tehnologii de recondiționare prin sudare specifice principalelor tipuri de materiale utilizate la fabricarea protezelor medicale;
- Instruirea personalului beneficiarului;
- Descrierea cererii de brevet de invenție depuse.
1. Identificarea principalelor tipuri de proteze (dispozitive medicale) care pot fi supuse procesului de personalizare prin aplicarea operațiilor de recondiționare
În urma analizei informațiilor disponibile în mediul on-line dar și a stabilirii contactelor cu firme care pot să furnizeze proteze și dispozitive medicale care pot fi recondiționate prin sudare, au fost identificate principalele tipuri de proteze existente pe piață [1,2,3]:
- Proteze de membru inferior:
- proteză modulară de gambă;
- proteză modulară de șold și proteză parțială de șold;
- proteză modulară de coapsă;
- proteză modulară de dezarticulație de genunchi;
- proteză de genunchi.
- Proteze de membru superior:
- proteză de antebraț;
- proteză de umăr.
- Scaune cu rotile.
- Dispozitive de mers:
- bastoane;
- cadre de mers;
- cârje.
- proteze personalizate obținute prin diferite procedee de fabricație aditivă (Selective laser melting (SLM), Direct metal laser sintering (DMLS), Electron Beam Melting (EBM) and Laser sintered in solid phase, etc.)
2. Identificarea principalelor tipuri de materiale utilizate la realizarea protezelor (dispozitivelor) medicale
Protezele medicale, destinate să înlocuiască părți deficiente ale organismului, sau să remedieze disfuncționalitatea lor, pot fi realizate din diferite tipuri de materiale:
- polimeri (poliesteri, siliconi, polietilenă);
- ceramice (alumina densă, vitroceramici);
- materiale combinate (carbon-carbon, polimeri-fibre de grafit sau de sticlă);
- aliaje metalice (oțeluri inoxidabile, aliaje pe bază de crom, cobalt și molibden, titan și aliaje pe bază de titan).
Majoritatea materialelor metalice utilizate în prezent pentru fabricarea protezelor şi a instrumentelor medicale sunt, în cel mai bun caz, inerte faţă de ţesutul osos uman. Acestea pot deveni bioactive prin controlarea morfologiei şi compoziţiei chimice la nivelul suprafeţei. Tipul materialului, procesul şi standardele de fabricaţie, compoziţia chimică, condiţiile de procesare şi proprietăţile mecanice influenţează semnificativ interacţiunea dintre material şi ţesutul osos. Stabilitatea pe termen lung a implantului este strâns legată de capacitatea de integrare a acestuia în țesutul osos adiacent [5,6].
Aliajele uzuale folosite pentru realizarea protezelor și a dispozitivelor medicale sunt: titanul și aliajele de titan, otelurile inoxidabile precum și aliajele de cobalt-crom.
Titanul și aliajele acestuia sunt folosite în mod intensiv ca biomateriale în chirurgia osului, în general datorită unei bune biocompatibilități. De asemenea, titanul şi aliajele de titan au proprietăţi mecanice ridicate (rezistenţă la frecare, torsiune şi presiune), greutate specifică mică (jumătate din greutatea specifică a oţelului), nu este toxic (oţelul inoxidabil poate provoca o serie de alergii), nu este feromagnetic (permite persoanelor cu proteze realizarea de investigaţii cu ajutorul metodei cu rezonanţă magnetică) [7].
3. Realizarea unui post de recondiționare prin sudare la sediul beneficiarului și elaborarea unor proceduri instrucțiuni de lucru și a unor tehnologii de recondiționare prin sudare specifice principalelor tipuri de materiale utilizate la fabricarea protezelor medicale.
Pentru efectuarea recondiționării sau reparației prin sudare a protezelor sau a dispozitivelor medicale la sediul beneficiarului a fost realizat un post de recondiționare prin sudare pentru procedeul de sudare TIG (fig. 1).

Fig. 1. Post de recondiționare prin sudare realizat la sediul beneficiarului
In cadrul proiectului au fost elaborate două proceduri instrucțiuni de lucru:
- Prima procedura a fost realizată pentru sudarea/repararea/recondiționarea protezelor și a dispozitivelor medicale realizate din titan sau aliaje de titan cu autorul procedeului de sudare în mediu de gaz protector cu electrod nefuzibil (TIG) – Anexa 1;
- A doua procedură a fost realizată pentru sudarea/repararea/recondiționarea protezelor și a dispozitivelor medicale realizate din titan sau aliaje de titan cu autorul procedeului de sudare în mediu de gaz protector cu electrod fuzibil (GMAW – MIG/MAG) - Anexa 2;
- Prima specificație a procedurii de sudare TIG (tehnologie de sudare/recondiționare/reparație) a fost realizată pentru oțelul inox – Anexa 3;
- Cea de a doua specificație a procedurii de sudare GMAW – MIG/MAG a fost realizată pentru oțelul inox – Anexa 4.
4. Instruirea personalului beneficiarului.
Instruirea angajaților beneficiarului a fost realizată de către angajații furnizorului de servicii, Conf.dr.ing. Corneliu Rontescu și Conf. dr.ing Dumitru-Titi Cicic, atât din punct de vedere teoretic cât și practic.
Instruirea teoretică a constat în:
- Prezentarea principalelor tipuri de proteze și instrumente medicale care pot fi supuse procesului de recondiționare prin sudare (fig. 2);

Fig. 2. Prezentarea principalelor tipuri de proteze care pot fi supuse procesului de recondiționare prin sudare
- Prezentarea principalelor tipuri de materiale utilizate la realizarea protezelor și a instrumentelor medicale (fig. 3);

Fig. 3. Prezentarea principalelor tipuri de materiale utilizate la realizarea protezelor și a instrumentelor medicale
- Aspecte teoretice privind sudabilitatea oțelurilor inoxidabile și a aliajelor de tip Co-Cr (fig. 4);
Fig. 4. Aspecte teoretice privind sudabilitatea oțelurilor inoxidabile și a aliajelor de tip Co-Cr
- Aspecte teoretice privind sudabilitatea titanului și a aliajelor de titan (fig. 5);

Fig. 5. Aspecte teoretice privind sudabilitatea titanului și a aliajelor de titan
- Prezentarea unor soluții de recondiționare și/sau reparație prin sudare a unor proteze medicale (fig. 6-11).
Pentru evidențierea posibilităților de recondiționare/reparație/sudare prin sudare a protezelor și a dispozitivelor medicale, în cadrul instruirii angajaților beneficiarului asupra noilor tehnologii care vor fi folosite în activitatea de recondiționare, au fost prezentate trei studii de caz.

Fig. 6. Prezentarea unor soluții de recondiționare și/sau reparare prin sudare a unor proteze medicale
Posibilități de recondiționare/reparare prin sudare a protezelor sau a dispozitivelor medicale:
a. Repararea prin sudare a unei tije intramedulare [8]
Primul exemplu de recondiționare prin sudare prezentat în cadrul instruirii personalului beneficiarului a fost cazul recondiționării unei tije intramedulare. Aceasta se introduce în canalul medular al unui os lung (tibie, femur) ca urmare a unei fracturi și asigură imobilizarea riguroasă a fragmentelor osoase, în mod temporar sau definitiv, pentru a permite vindecarea leziunilor suferite.
În urma examinării nedistructive a tijei a fost identificată o neconformitate în interiorul materialului. Pentru repararea prin sudare a fost necesară îndepărtarea neconformității prin secționarea totală a tijei. După pregătirea corespunzătoare a marginilor celor două părți ale tijei, acestea au fost supuse procesului de reparare prin sudare (fig. 7).

 Fig. 7. Tijă intramedulară: a – tija pregătită pentru reparare prin sudare, b – tijă reparată prin sudare.
Fig. 7. Tijă intramedulară: a – tija pregătită pentru reparare prin sudare, b – tijă reparată prin sudare.
După sudare, îmbinarea sudată a fost supusă examinărilor nedistructive și distructive (fig. 8). Analizând imaginile rezultate în urma analizei macrografice se poate observa faptul că îmbinarea sudată este cu pătrundere incompletă, fapt cauzat de alegerea necorespunzătoare a formei constructive a rostului și/sau a utilizării unei valori necorespunzătoare a curentului de sudare.

Fig. 8. Tija intramedulară: a, b – examinarea cu lichide penetrante, c – imagine macrografică.
b. Recondiționarea unei proteze de genunchi
Cel de al doilea exemplu a constat în prezentarea posibilităților de recondiționare prin sudare a unei proteze de genunchi (realizată din aliaje Co-Cr) în vederea refacerii formei dimensionale conform specificațiilor desenului de execuție (fig. 9). După realizarea procesului de recondiționare proteza urmează să fie prelucrată prin așchiere.

Fig. 9. Proteză de genunchi încărcată prin sudare: a – suprafața inițială, b – suprafața încărcată
c. Recondiționarea unei proteze personalizate de sold obținută printr-un procedeu de fabricație aditivă (Direct metal laser sintering – DMLS)
Cel de al treilea exemplu de recondiționare prin sudare a fost cel al unei proteze personalizate obținută prin fabricație aditivă (Direct Metal Laser Sintering – DMLS). În urma apariției tensiunilor interne cauzate de procesul tehnologic, piesa s-a desprins de pe suport, ceea ce a dus la modificarea formei constructive a acesteia (fig. 10). În urma încărcării prin sudare și a prelucrării prin așchiere a suprafeței încărcate se poate reface configurația geometrică a protezei la costuri de circa 10% din costurile inițiale de fabricație. În urma utilizării proceselor de recondiționare, piesa declarată inițial rebut poate fi reutilizată în condiții optime de funcționare.
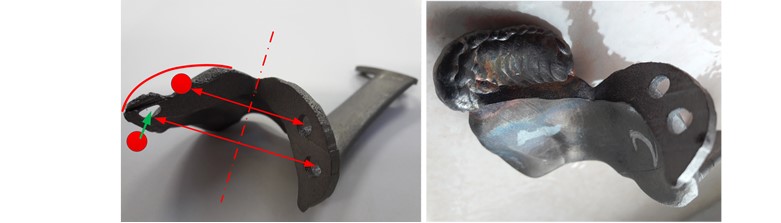
Fig. 10. Recondiționarea protezei personalizate de șold: a – suprafața inițială, b – suprafața recondiționată.
Instruirea practică a constat în:
- Prezentarea echipamentelor necesare recondiționării și reparării prin sudare prin două procedee de sudare în mediu de gaz protector: Tungsten Inert Gas (TIG) și Gas Metal Arc Welding (GMAW – MIG/MAG).
Echipamentele utilizate pentru realizarea instruirii practice a angajaților beneficiarului au fost:
LORCH S-SpeedPulse – pentru procedeul de recondiționare GMAW;
LORCG T250 AC/DC - pentru procedeul de recondiționare TIG.
- Adaptarea pistoletului pentru sudarea TIG în vederea posibilității sudării titanului și a aliajelor de titan (fig. 11);
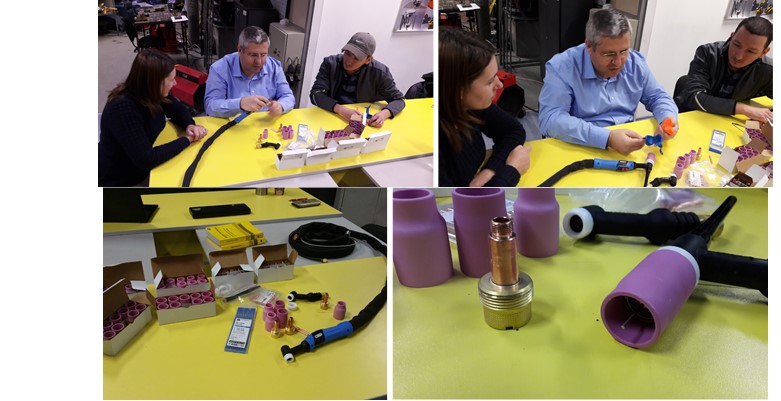
Fig. 11. Adaptarea pistoletului de TIG pentru sudarea aliajelor de titan
- Realizarea de depuneri și probe sudate pe materiale de tip oțel inoxidabil și aliaje de titan (fig. 12).

Fig. 12. Realizarea de depuneri si probe sudate pe materiale de tip oțel inoxidabil și aliaje de titan
II. Gradul de realizare al rezultatelor estimate în ofertă
Rezultate/livrabile Grad de realizare
Identificarea principalelor tipuri de proteze care pot fi supuse procesului de personalizare prin aplicarea operațiilor de recondiționare; 100%
Identificarea principalelor tipuri de materiale utilizate la realizarea protezelor medicale 100%
Realizarea unui post de recondiționare prin sudare la sediul beneficiarului și elaborarea unor proceduri instrucțiuni de lucru și a unor tehnologii de recondiționare prin sudare specifice principalelor tipuri de materiale utilizate la fabricarea protezelor medicale (două proceduri instrucțiuni de lucru) 100%
Specificații preliminare ale procedurii de sudare (2 specificații) 100%
Depunere cerere brevet de invenție 100%
Instruirea personalului beneficiarului 100%
III. Raportare indicatori de stare și de progres realizați
Indicator de stare - dezvoltarea și implementarea unui flux de recondiționare prin sudare a protezelor și a dispozitivelor medicale, care vor avea un preț mult mai mic de producție comparativ cu cel al produselor cu o configurație complexă, obținute în totalitate prin utilizarea unui proces primar de producție
Beneficiarului i-au fost propuse două proceduri instrucțiuni de lucru care stabilesc etapele aferente operației de reparație/recondiționare prin sudare a unor produse speciale din industria medicală realizate din aliaje de titan sau oțel inoxidabil cu ajutorul procedeelor de sudare TIG sau GMAW (MIG/MAG).
Toate informațiile necesare cu privire la procedeele și tehnologiile de reparație/recondiționare prin sudare a protezelor și a dispozitivelor medicale sunt prezentate în raportul tehnic, în procedurile instrucțiuni de lucru și în specificațiile procedurilor de sudare puse la dispoziția beneficiarului.
Indicatorul de stare care permite estimarea ex-ante a impactului proiectului pentru afacerea beneficiarului este stabilit la creșterea cifrei de afaceri cu 10-15% după implementarea tehnologiilor de sudare și promovarea serviciului de recondiționare pus la dispoziția celor interesați.
Indicatori de progres: identificarea tipurilor de proteze care pot fi recondiționate prin sudare, identificarea procedeului de sudare aplicabil, realizarea unor tehnologii de recondiționare, realizarea unor proceduri de lucru care trebuie sa fie urmate de sudorul/sudorii beneficiarului conform noii abordări tehnologice.
În cadrul raportului tehnic:
- au fost prezentate principalele tipuri de proteze care pot fi recondiționate prin sudare;
- au fost prezentate furnizorului două procedee de recondiționare prin sudare (GMAW și TIG) aplicabile recondiționării protezelor și a dispozitivelor medicale;
- au fost elaborate două proceduri instrucțiuni de lucru pentru două procedee de recondiționare/reparare prin sudare și pentru două materiale utilizate la realizarea protezelor și a dispozitivelor medicale (anexele 1 și 2);
- au fost elaborate două tehnologii de recondiționare/reparare prin sudare (vezi specificațiile procedurilor de sudare – anexele 3 și 4);
- au fost furnizate informaţii detaliate referitoare la posibilitățile de recondiționare prin sudare a protezelor și a dispozitivelor medicale;
- a fost identificată o nouă categorie de produse care pot fi supuse procedeelor de recondiționare/reparare prin sudare, aceea a dispozitivelor medicale (scaune cu rotile, bastoane, cârje, etc.).
Referinte
[1]. http://www.rosal-ortopedic.ro
[2]. https://healthywa.wa.gov.au/Articles/S_T/Types-of-prosthesis-supplied-by-WALSA
[3]. https://www.cedars-sinai.edu
[4]. https://livehealthy.chron.com
[5]. I.L. Gligor, Cercetări asupra unor biomateriale cu bază titan pentru implanturi, teza de doctorat, Cluj Napoca, 2011;
[6]. D. F. Williams, On the mechanisms of biocompatibility, Biomaterials 2008, Vol. 29, 2941-2953;
[7]. Sarah So et al., Correlation between metal allergy and treatment outcomes after ankle fracture fixation, Journal of Orthopedic Surgery, (Hong Kong). 2011 Dec; 19(3):309-13.
[8]. Rontescu, C; Cicic, DT; Vasile, IM; Bogatu, AM; Amza, CG, Reconditioning medical prostheses by welding, Conference: 5th International Conference on Modern Technologies in Industrial Engineering (ModTech) Location: Lucian Blaga Univ Sibiu, Sibiu, ROMANIA Date: JUN 14-17, 2017, Volume: 227 , pp. 1-6.
This work was supported by a grant of the Romanian National Authority for Scientific Research and Innovation, CNCS/CCCDI - UEFISCDI, project number PN-III-P2-2.1-CI-2018-1413 244CI/2018, within PNCDI III
 Our long term vision vision is that our research and innovation activities will contribute to solutions for some of nowadays industrial problems, leading to Industry 4.0 successfull worldwide implementation.
Our long term vision vision is that our research and innovation activities will contribute to solutions for some of nowadays industrial problems, leading to Industry 4.0 successfull worldwide implementation.